A bioplastic switch should never begin with a bulk order.
It should begin on the machine.
That is where the truth appears. A resin may look strong on a technical data sheet. It may have a compostability certification. It may arrive with a good sample. But if it cannot run steadily on your existing line, the project will face delays and cost escalation.
That is why machine compatibility for bioplastic packaging has to be tested before commercial approval.
The question is not only, “Is this material sustainable?”
The better question is, “Can this material run on our current line, at the quality and speed our customers expect?”
Short answer: Test machine compatibility before switching from plastic to bioplastic
Before switching from plastic to bioplastic, start with your current production baseline.
That means recording how your existing LDPE, PP, PET, PS, or other plastic grade performs on the same machine. Capture line speed, temperature settings, output per hour, rejection rate, sealing behaviour, film thickness, and final product strength.
This becomes the comparison point.
Then run the bioplastic grade on the same machine in a controlled trial. Do not change everything at once. Change one parameter at a time, such as:
- Barrel temperature
- Screw speed
- Drying time
- Cooling rate
- Line speed
- Sealing temperature
- Winding tension
The aim is not to force the new resin to behave exactly like conventional plastic. The aim is to find its stable processing window.
This is important because many bioplastics are promoted as “drop-in” solutions. But “drop-in” does not always mean “no setting changes”. Bioplastic grades can run on standard thermoplastic equipment, but the right drying, heat, and cooling conditions still matter.
So the first rule is simple.
Test for process fit before you approve the purchase fit.
Supplier evaluation checklist for bioplastic machinery compatibility
Once the baseline is clear, the next step is supplier screening. This is where many projects go wrong.
A buyer asks, “Can this run on our machine?”
A better question is, “Has this exact grade run on this type of machine, for this exact packaging format, at this thickness and output speed?”
Good bioplastic machinery compatibility starts with the production route.
| Processing Route | What to Check Before Trial |
| Blown film | Melt strength, bubble stability, MFI, gauge control, cooling, and blocking |
| Cast film | Clarity, chill roll behaviour, thickness control, and winding tension |
| Extrusion coating | Adhesion to paper, melt temperature, neck-in, and coating uniformity |
| Injection moulding | Flow length, cooling time, gate size, shrinkage, and ejection behaviour |
| Thermoforming | Sheet stiffness, heat sag, forming window, and trimming performance |
A blown film grade may need lower melt flow for bubble stability. An injection moulding grade may need higher flow for filling complex cavities. A rigid container grade may need stiffness and clarity. A courier bag grade may need puncture resistance and elongation.
This is why bioplastic processing equipment should never be evaluated in isolation. The material, machine, and final packaging format must be checked together.
Also, ask the supplier for likely machine adjustments.
These may include:
- Pre-drying before processing
- Lower temperature profile
- Slower starting speed
- Additional cooling
- Screw cooling in some extrusion setups
- Modified gates or runners in moulding
- Anti-block or slip additive adjustments for film
Many bioplastics are more moisture-sensitive and heat-sensitive than polyolefins. PLA, for example, needs careful drying because moisture can trigger hydrolysis and reduce molecular weight.
That is why the supplier must give more than resin. They must give a processing path.
Documents to ask for before a bioplastic machine trial
Before the trial, ask for documents. Do this before the resin reaches the factory floor.
The first document is the Technical Data Sheet. The TDS should show melt flow index or melt volume rate, density, tensile strength, elongation, tear resistance, heat deflection temperature, and suggested processing range.
The second document is the Safety Data Sheet. This is not just a compliance form. It tells the production team how to store, handle, and process the resin safely. For PLA-based materials, SDS documents may refer to possible lactide fumes or thermal degradation risks if processing conditions are not controlled.
The third document is the processing guide. This is the practical one. It should give recommended drying time, drying temperature, extruder zone temperatures, mould temperature, screw speed, residence time, and purge instructions.
The fourth document is certification proof.
If the packaging will be sold as compostable, ask for the relevant certification scope. Depending on the market, this may include EN 13432, ASTM D6400, OK Compost, CPCB-linked documentation, or food-contact declarations such as EU 10/2011 or FDA-related statements.
The final document is the finished product specification sheet. This should define thickness, size, colour, print, additive package, sealing requirement, surface finish, and acceptable tolerance.
These documents make bioplastic packaging implementation easier because production, procurement, and quality teams are all working from the same target.
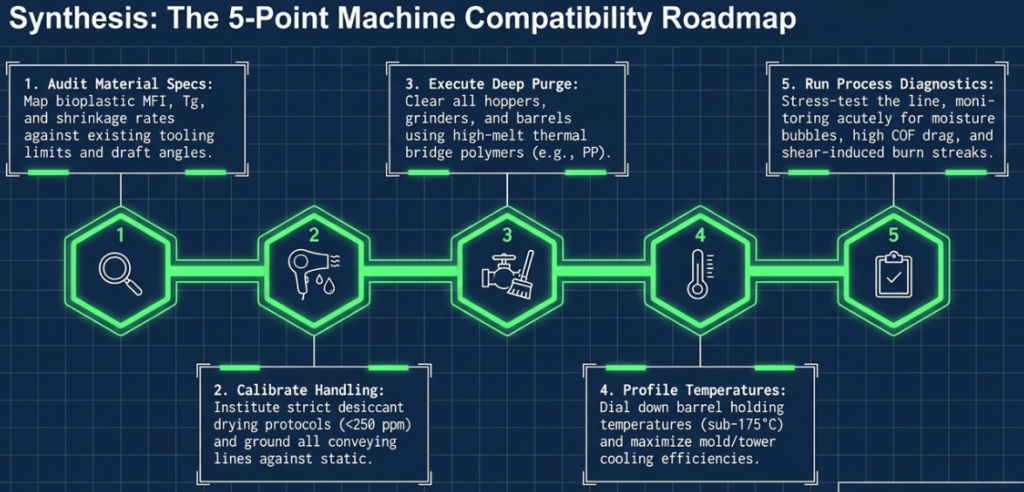
How to test bioplastic processing equipment before full approval
The best trial is not one test but a staged approval process.
Start with lab review and sample inspection. Check pellets for moisture, contamination, odour, colour consistency, and storage condition. Review TDS values before the machine is booked.
Then run a short machine trial on the current production line. Start below full speed. Record the temperature profile, screw speed, motor load, die pressure, melt behaviour, and output quality.
If the material stabilises, move to a pilot run. This should happen at a realistic line speed and production volume. A resin that runs for 20 minutes may still fail over a longer shift because of heat build-up, moisture uptake, winding pressure, or residence-time degradation.
After the pilot run, test conversion.
For films and bags, check sealing, cutting, punching, printing, folding, and bag-making.
For coated paper, check adhesion, scuffing, cracking, and coating uniformity.
For moulded parts, check ejection, warpage, shrinkage, cycle time, and stacking.
Then run storage and transit simulation. Keep samples for a defined period and check brittleness, blocking, seal opening, odour, deformation, and strength loss.
This stage is critical because some bioplastic packaging looks acceptable on day one but changes after heat, humidity, pressure, or time.
What to measure during a bioplastic machine compatibility trial
A good trial should create data, not opinions.
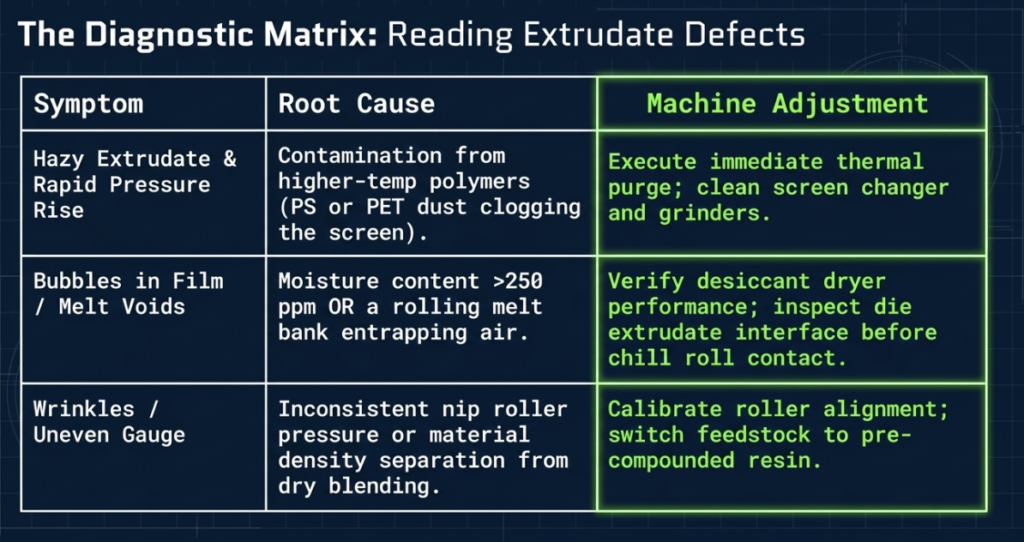
Measure machine-side data first. This includes barrel temperature, die temperature, torque, pressure, screw RPM, motor ampere load, and line speed. Pressure rise at the screen changer can indicate melt quality or contamination, as discussed in screw performance and melt quality research.
Then measure output quality. Check thickness variation, clarity, haze, shrinkage, stiffness, surface finish, curling, blocking, and roll formation.
Next, test mechanical strength. For films, measure tensile strength, elongation, tear resistance, and puncture resistance in machine direction and transverse direction. For moulded items, check impact strength, brittleness, dimensional accuracy, and drop performance.
Then test conversion quality. This is where many failures appear.
Watch for weak seals, poor hot tack, open seams, trimming issues, folding cracks, and high coefficient of friction. COF is especially important because it affects how film moves across rollers, belts, sealing jaws, and packing equipment.
Finally, record commercial data.
Compare the bioplastic trial against the plastic baseline for:
- Kg per hour
- Units per hour
- Downtime
- Scrap rate
- Rejection rate
- Energy load
- Operator intervention
- Final yield
This is the point where machine compatibility for bioplastic packaging becomes a business decision, not just a technical trial.
Common problems when switching from plastic to bioplastic
Several issues involving bioplastic machinery compatibility may appear repeatedly.
The most common problem is moisture.
Many bioplastics are hygroscopic. If the resin is not dried properly, it can lose molecular weight during processing. This may show up as splay, bubbles, drooling, weak melt, lower viscosity or brittle output.
The second problem is heat.
Some bioplastic grades have a narrower heat window than conventional plastics. If the line runs too hot, the resin can degrade. Burn streaks, acrid fumes, colour change, and weak output are signs that the material may be exposed to too much heat or shear.
The third problem is conversion failure.
The film may form well but fail during sealing, printing, cutting, or bag-making. This may happen because of poor hot tack, high COF, wrong sealing temperature, excessive orientation, or incompatible additives.
The fourth problem is storage performance.
Packaging can become brittle if the formulation, drying, processing, or storage conditions are not right. Starch-based blends, for example, may need the right plasticizer balance to maintain flexibility.
The fifth problem is claim risk.
Additives, inks, coatings, and masterbatches can affect compostability claims. If a product is sold as compostable, every component should be checked against the certification scope. EN 13432 or ASTM D6400 claims should not be assumed after additives are changed.
How UKHI helps with bioplastic packaging implementation
Ukhi supports bioplastic packaging implementation by starting with the real production question.
- What are you making?
- What machine are you using?
- What plastic are you replacing?
- What performance must the finished packaging meet?
Ukhi’s EcoGran™ platform is built around agricultural-residue-based biopolymers and supports blown film, cast film extrusion, extrusion coating, thermoforming, injection moulding, additives, and customised solutions.
That means the recommendation can be linked to the processing route, not just the sustainability goal.
For buyers and converters, Ukhi can support:
- Grade recommendation based on machine and packaging format
- Sample kits for early compatibility checks
- Trial support for blown film, cast film, coating, moulding, and other formats
- Documentation support for procurement and buyer approval
- Guidance on compliance expectations for compostable packaging
The goal is not to make factories redesign everything before they try bioplastics, but to help them switch carefully and test properly.
Because the real success of switching from plastic to bioplastic is not the first sample.
It is achieving stable production over months and years.
Frequently Asked Questions
How do you test the flexibility of bioplastic packaging?
Testing the flexibility involves measuring elongation. It is important that for bioplastic packaging implementation, you test both fresh samples and stored samples. With time, the product may lose elasticity and should be tested.
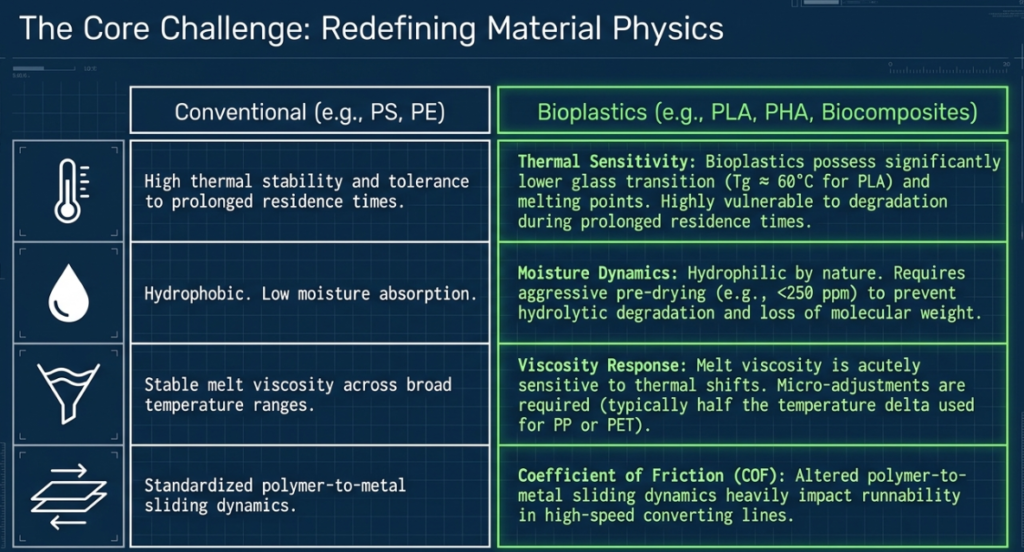
What is the key difference between bioplastic and conventional plastic processing?
Conventional plastics like PE and PP have wider processing windows, and this makes them easier to process. Bioplastics manufacturing has limited tolerance to variations in heat, humidity, drying, and melt behaviour.
How do you test the biodegradability of a bioplastic?
It cannot be tested on the production line. The degradation has to be tested by labs that provide ISO 17088, ASTM D6400, and EN 13432 compostable packaging certification.
What is the water resistance test for bioplastics?
Water absorption by bioplastics can be tested through the Cobb test. It is a common test that measures how much liquid cardboard or other porous surfaces absorb. It can help predict bioplastic processing equipment behaviour.
What factors should be checked before approving bioplastic production?
A bioplastic grade is viable only when machine compatibility for bioplastic packaging supports stable production at an acceptable commercial yield.
Always check for:
- Resin cost
- Output per hour
- Scrap rate
- Downtime
- Energy use
- Operator intervention
- Rejection rate